-
日期: 2021/01/07 | 分类: 新闻中心
选择工艺流程和机器型号,以便确定纺纱和织造设备的数量,是面料工艺计算的一项重要工作。其中,工艺流程的选择会直接影响面料厂的日常生产治理、产品的产质量和各项技术经济指标。因此,应根据所选机型、原材料的特点和产品的质量要求,合理确定纺纱工艺流程。选择时应注意把握以下原则。 (1)根据纺纱工艺原理和实际生产经验以及定型机器的鉴定资料,完量采纳新工艺、新技术、高效能的机台,以获得较高的劳动生产率。 ...
-
日期: 2021/01/07 | 分类: 新闻中心
在环锭纺纱小,纺制特细特纱、细特纱或质量高的棉花纱线时,一般采纳精梳纺纱系统;中特或粗特棉花纱线采纳普梳纺纱系统,粗特纱用转杯纺纱机纺制可获得较高的经济效益;棉和涤纶混纺化纤织物,产品质量要求高的特细特纱、细特纱,棉需经过精梳整理,涤纶用普梳系统,然后在并条机上混合;化学纤维纯纺或混纺化纤织物时均可用普梳纺纱系统,生产时要根据纤维的特性,采纳给乳、预防粘卷(层)、稳定捻度等措施,以保证纺纱顺利 ...
-
日期: 2021/01/07 | 分类: 新闻中心
1.普梳系统和精梳系统 普梳系统由梳棉工序来完成,精梳系统由梳棉及精梳工序来完成。前者将棉卷(或棉流)进行梳理、除杂、混合、均匀和成条。后者排解短绒,进一步梳理使纤维伸直并去除棉结、杂质,均匀成条。 生产一般棉织物所用的纱或化学纤维纱时.一般经过梳棉机的梳理即能满足质量要求。当纺制质量较高的涤/棉花纱线以及有非常要求的工业用纱时,在梳棉之后,还应经过精梳工序。当原棉中的短纤维在精梳工序中被清 ...
-
日期: 2021/01/07 | 分类: 新闻中心
普梳系统中,并条和粗纱的工艺道数要遵循“奇数准则”,即梳棉和粗纱工序间的设备道数按奇数配置,如“两道并条和一道租纱”。因梳棉条中后弯钓纤维居多(约50%左右),采纳“奇数准则”后,许多后弯钩纤维能在细纱机上牵伸时被伸直。转杯纺纱一般采纳两道并条的工艺。 涤棉混纺化纤织物纱为提高成纱质量,常采纳一道涤纶预并条,以降低涤纶条重量不匀率,提高混纺化纤织物比的精确性,并提高了涤纶条中纤维的伸直平行度 ...
-
日期: 2021/01/07 | 分类: 新闻中心
1.管并和筒并 管并是管纱不经络简机,直接喂入并纱机,省去一道络筒工序。可减少基建投资,但股线张力不够均匀,易产生绕芯纱现象,结杂、细节亦较多。其工艺流程为:管纱→并纱机→捻线机。 管并是简纱喂入并纱机,其工艺流程为:管纱→络筒机→并纱机→捻线机。股线张力均匀,强力较高,结杂和细节较少,接头次数少,生产效率高。 并捻联合是通过并捻联合机将并纱和加捻同时完成,其工艺流程为:管纱→络简机→并捻 ...
-
日期: 2021/01/07 | 分类: 新闻中心
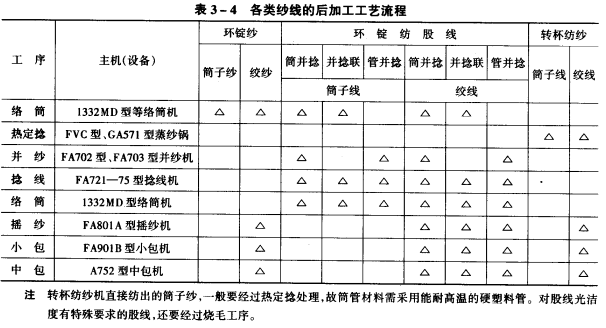
一些常用纺纱线用国产新型机器纺纱时的工艺流程见表3-3,后整理的工艺流程见表3-4。表中“△”是工艺流程需要时,可供选择的机器。AAAE4T45UY75T ...
-
日期: 2021/01/07 | 分类: 新闻中心
设备的性能和产品的质量有着紧密的关系,且对生产的成本及日常的生产治理花费有直接的影响。所以,应根据产品的特性、原材料的特点和产品的质量要求,结合工艺流程选择设备型号,同时还需注意以下各点。 (1)必须按照“技术先进、成熟可靠、经济合理”的原则,充分了解设备的性能、特征及供应状况,选购经过鉴定的、符合生产需要的设备。 (2)设备的选择,应能适应产品整理的技术要求,并具有肯定的灵敏性。设备选择 ...
-
日期: 2021/01/07 | 分类: 新闻中心
在机型和纺纱工艺流程确定后,可按计划的产品方案,选定各机台的工艺参数,如牵伸倍数、并合数、速度、时间效率和计划停台率、制成率以及消耗率等,以便计算各工序的产量和相应的机台设备数量,从而编制纺纱设备配备表。 工艺参数的选择应和纺纱工艺流程和设备的性能特点结合起来考虑。如果工艺参数选择不当,不仅会影响产品的产、质量,还会造成生产脱节,供应不平衡。生产肯定数量的细纱,如果粗纱的线密度大,就会影响细 ...
-
日期: 2021/01/07 | 分类: 新闻中心
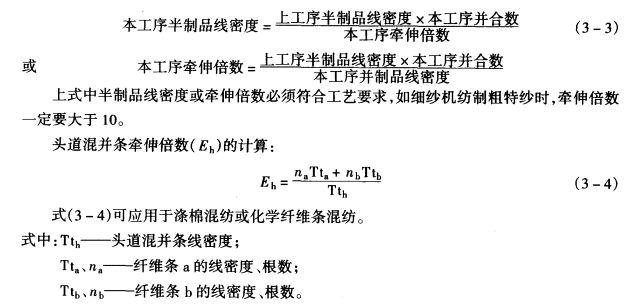
1.成卷线密度 成卷线密度过大不利于开松除杂,且增加后工序的牵伸负担,过小易产生粘卷破洞,降低质量。常用范围如表3—5。化学纤维眷线密度应较同特细纱的纯棉卷重些,以防粘卷,一船可采纳接近纯棉中特纱的棉卷线密度。半制品定量(GK)和半制品线密度(Tt)的换算关系如下: 2.梳棉条线密度和牵伸倍数 线密度过大,分梳和除杂不良,易堵塞圈条斜管,且机器配备数量过少,机台无调节余地,影响前纺产、质量。 ...
-
日期: 2021/01/07 | 分类: 新闻中心
AAAVEGTRHYTJ ...